пластмасса торба линиясе 110 мм 315 мм 630 мм hdpe торба ясау машинасы җитештерүчедән
QINGDAO CUISHI PLASTIC MACHNERY CO., LTD 1999 елда оешкан. Производство тәҗрибәсе җитлеккән һәм бай.Алар арасында ул 24 елдан артык экспортлый.Безнең компаниянең җитештерү базасы 30,000 квадрат метрдан артык мәйданны били, тәҗрибәле югары сыйфатлы персонал командасы, беренче класс җиһазлары, камил һәм эффектив сыйфат тәэмин итү системасы, алдынгы һәм тулы сынау җиһазлары.
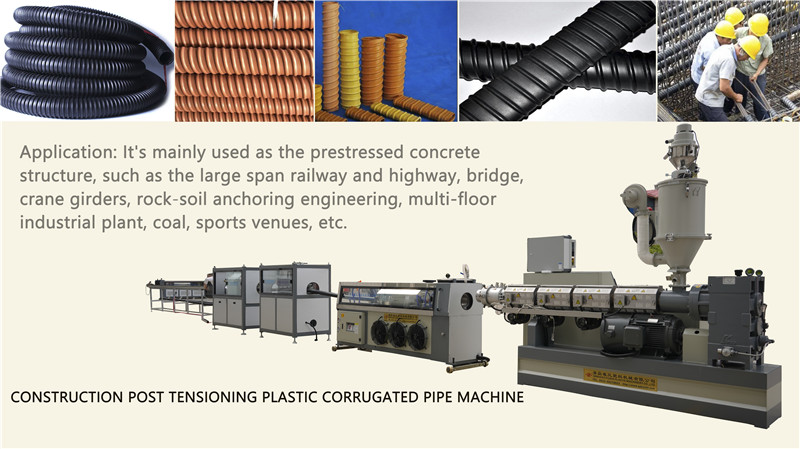
ЭЭМ торбасын экструзия линиясе.
20 мм 110 мм 315 мм 630 мм 800 мм 1200 мм 1600 мм пластик торба торба экструдеры җитештерү линиясе / машинасы
315 мм LDPE HDPE PE торба ясау машинасы / җитештерү линиясе / су һәм газ өчен экструдер машинасы
315 мм PE HDPE LDPE торба ясау машинасы пластик торба экструзиясе җитештерү линиясе

Озак вакыт һәм өзлексез инновацияләр һәм сынаулар аша ingиндао куиши яңа буын PE торба экструзия линиясен югары автоматлаштыру, югары тизлек, югары ышанычлылык, аз энергия куллану белән эшләде.Безнең PE торба экструзиясе материалның киң ассортиментын эшкәртә ала, шул исәптән HDPE, LDPE, PP, PPR, PPH, PPB, MPP, PERT һ.б.
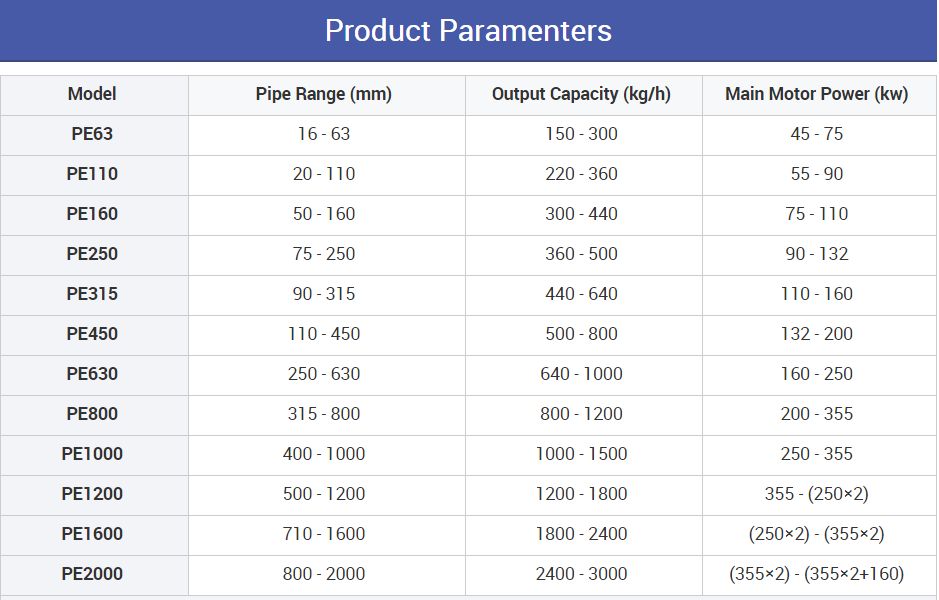
Безнең PE торба экструзия линиясе зурлыктан җитештерә ала бер катлам яки күп катлам белән минимум 16 мм - 2000 мм.
1.Бер винт экструдер.


1.1Сименс сенсорлы экран һәм PLC
1.2 Баррельнең спираль структурасы
1.3 Винтның махсус дизайны
1.4 Airава суытылган керамик җылыткыч
1.5 Qualityгары сыйфатлы тизлек тартмасы
Винт дизайны өчен 38: 1 L / D нисбәтенә нигезләнеп, без 38: 1 L / D нисбәтен эшләдек.33: 1 нисбәте белән чагыштырганда, 38: 1 нисбәте 100% пластиклаштыру өстенлегенә ия, җитештерү куәтен 30% ка арттыра, энергия куллануны 30% ка киметә һәм сызыклы экструзия эшенә диярлек ирешә.
2. Экструзия үлә.


2.1 Dieл башының хәрәкәт җайланмасы
2.2 Баш әйләнү җайланмасы
2.3 atылылык җайланмасы
2.4 Ядрә өчен суыту җайланмасы

2.1 Экструзия башы спираль структураны куллана, һәр материал агымы тигез урнаштырылган.Eachәрбер канал җылылык белән эшкәртелгәннән һәм көзге белән бизәлгәннән соң, материаль агымны тәртипкә китерү өчен.Die баш структурасы компакт, шулай ук тотрыклы басымны тәэмин итә, һәрвакыт 19 - 20Мпа.Бу басым астында торбаның сыйфаты яхшы һәм чыгару куәтенә бик аз тәэсир итә.Бер катлам яки күп катлы торба җитештерә ала.
3. Вакуум танкы.

3.1 Калибратор өчен көчле суыту
3.2 Торба өчен яхшырак ярдәм
3.3 Сүндергеч
3.4
Вакуум танкы торбаны формалаштыру һәм салкынлаштыру өчен кулланыла, стандарт торба зурлыгына ирешү өчен.Ике камералы структураны кулланабыз.Беренче камера кыска озынлыкта, бик көчле суыту һәм вакуум функциясен тәэмин итү өчен.Калибратор беренче камера алдына куелган һәм торба формасы нигездә калибратор тарафыннан формалашканга, бу конструкция торбаның тиз һәм яхшырак формалашуын һәм суытылуын тәэмин итә ала.
4.Суыту танкы.
4.1 Торба кысу җайланмасы
4.2 Су өчен танк фильтры
4.3 Сыйфат спрей борыны
4.4 Торба ярдәме көйләү җайланмасы
4.5 Торба ярдәме җайланмасы
Алга таба торбаны суыту өчен суыту танкы кулланыла.

5Unitайланма.


5.1 Торба кысу җайланмасы
5.2 Су өчен танк фильтры
5.3 Сыйфат спрей борыны
5.4 Торба ярдәме көйләү җайланмасы
5.5 Торба ярдәме җайланмасы
5.6 Дүртенче Катерпиллер торбасы
Трубаны тотрыклы тарту өчен җайланма тарту җайланмасы җитәрлек тарту көче бирә.Төрле торба зурлыклары һәм калынлыгы буенча безнең компания тарту тизлеген, тырнаклар санын, эффектив тарту озынлыгын көйләячәк.Трубаның экструзия тизлеген һәм формалашу тизлеген тәэмин итү өчен, шулай ук тарту вакытында торбаның деформациясеннән сакланыгыз.
6.КУТЕР

6.1 Универсаль кысу җайланмасы
6.2 Centralзәк биеклекне көйләү
6.3
Siemens PLC белән идарә итүче кисүче, төгәл кисү өчен җайланма белән бергә эшли.Клиент торба озынлыгын куя ала
кисәргә телиләр.Бер кисү процессын башкару өчен күп туклану чаралары (пычакларны һәм пычакларны саклагыз, пычактан саклагыз
һәм калын торба өчен ябыштырылган пыяла һәм торбаның киселгән йөзе шома).
WINDER 110MM суытырга мөмкин